Gallery



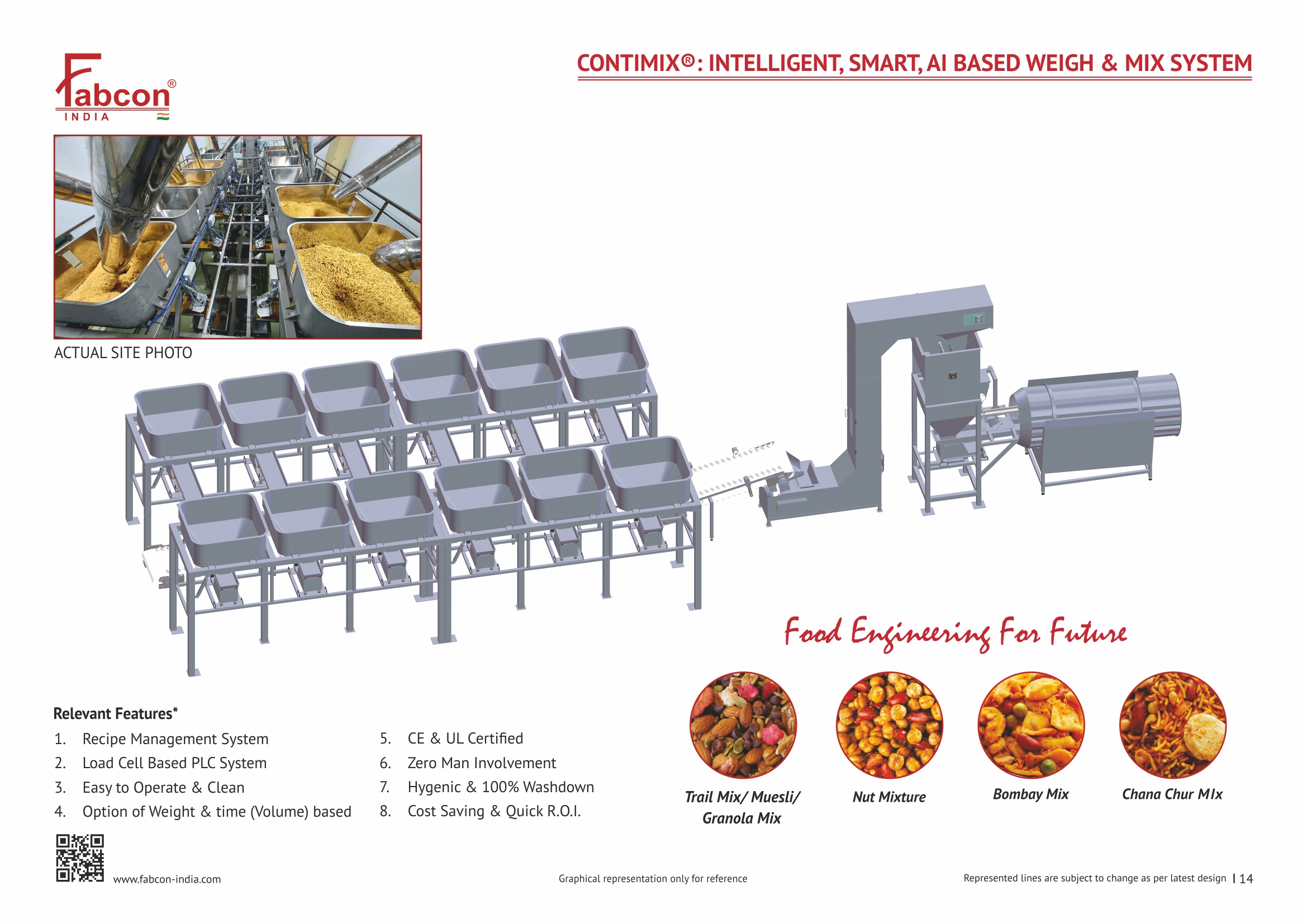






Conti-Mix is a smart system that helps to make predetermined food mixes for various types. It works on the principle of programmable logics, which helps to make recipes by discharging required ingredients/products in a specific ratio. This ratio can be by weight or volume.
After preselected ingredients are discharged in a given ratio, there are multiple options:
The main objective of Conti-Mix is to store, weigh, discharge, blend & mix. This equipment is versatile & has applications across the food industry. Some of the popular applications are:
Fabcon India machinery integrates the best-customised solutions for creating mixes. The process is carried out by technologically advanced, automated, and quality material snack machinery. A brief description of the machinery used in Conti-Mix is indicated below:
Our systems have been exported to more than 50 nations, including the USA, UK, Australia, Africa, and many more. Our snack processing lines and conveyors are placed in the most well-known and recognised snack companies in India.
Our commitment to meeting our client’s demands never wavers, which is why we provide customised solutions that are based on their needs.
Fabcon India is a leading manufacturer of food processing and automation equipment, serving customers in over 70 countries. We specialize in snack
processing lines, bakery systems, and customized solutions for India, Africa, GCC, and Southeast Asia. Our commitment to quality, innovation, and customer satisfaction has made us a trusted partner globally.
Yes, we export worldwide with a strong presence in Africa, GCC, and SEA markets. Our machines are designed to handle local raw materials such as cassava, plantain, pulses, and millet, ensuring optimal performance in diverse environments.
We provide comprehensive support including remote diagnostics, spare parts availability, and on-site commissioning through our global partner network. Our
extended warranties and loyalty programs are designed to build long-term trust and ensure smooth operations.
Our equipment can produce a wide variety of snacks including potato chips, namkeen, extruded snacks, pellets (fryums), popcorn, biscuits, crackers, and
more. The machines are versatile and customizable to meet specific product requirements.
Yes, we design complete production lines that include frying, seasoning, conveying, and packaging systems. Our modular designs allow customers to scale
production from small to large capacities efficiently.
Absolutely. Our systems integrate advanced technologies such as IoT, SCADA, and predictive maintenance tools. This enables real-time monitoring, traceability,
and energy optimization, helping customers improve productivity and reduce downtime.
Batch fryers are ideal for small-scale production with flexibility for varied products, while continuous fryers are designed for high-capacity, consistent quality output suitable for large-scale operations.
Fabcon fryers incorporate heat recovery systems, automatic filtration, and de-oiling technology to minimize oil absorption, reduce waste, and lower operational costs.
Yes, our fryers can handle various oils including palm, sunflower, groundnut, and others. They feature automatic filtration and oil management systems to maintain oil quality and extend its usability.
Conveyors ensure smooth, hygienic, and continuous movement of products between processing stages. This reduces manual handling, improves efficiency, and maintains product quality.
Yes, our seasoning drums and spray systems are engineered for uniform coating of both dry masala and liquid flavours, ensuring authentic taste tailored to local preferences.
Yes, our equipment complies with CE, ISO 22000, HACCP, and GMP standards, ensuring the highest levels of food safety and hygiene.
We use high-grade stainless steel (SS 304/316), smooth surfaces, tool-less belt removal, and easy-clean construction to prevent contamination and facilitate maintenance.
Return on investment varies by scale and automation level. Small batch fryers typically achieve ROI within 12–18 months, while fully automated continuous
lines can see ROI in 6–12 months.
Yes, we collaborate with financial institutions to provide flexible financing and leasing solutions tailored to customer needs.
Batch fryers and semi-automatic lines are ideal for startups and small-scale businesses, offering cost-effective and scalable options.
Yes, Fabcon India designs machines compliant with ISO, HACCP, GMP, and CE certifications, ensuring acceptance in global markets.
We provide comprehensive documentation including CE certificates, test reports, installation manuals, and compliance documents to facilitate smooth export and
import processes.
Fabcon India combines technical mastery, extensive global experience, and customer-centric support to deliver durable, efficient, and innovative food
processing solutions. Our focus on quality, transparency, and partnership makes us a preferred choice worldwide. #Fabcon India – Frequently Asked Questions
(FAQ)